


Mark
自动平综装置自动对织口装置
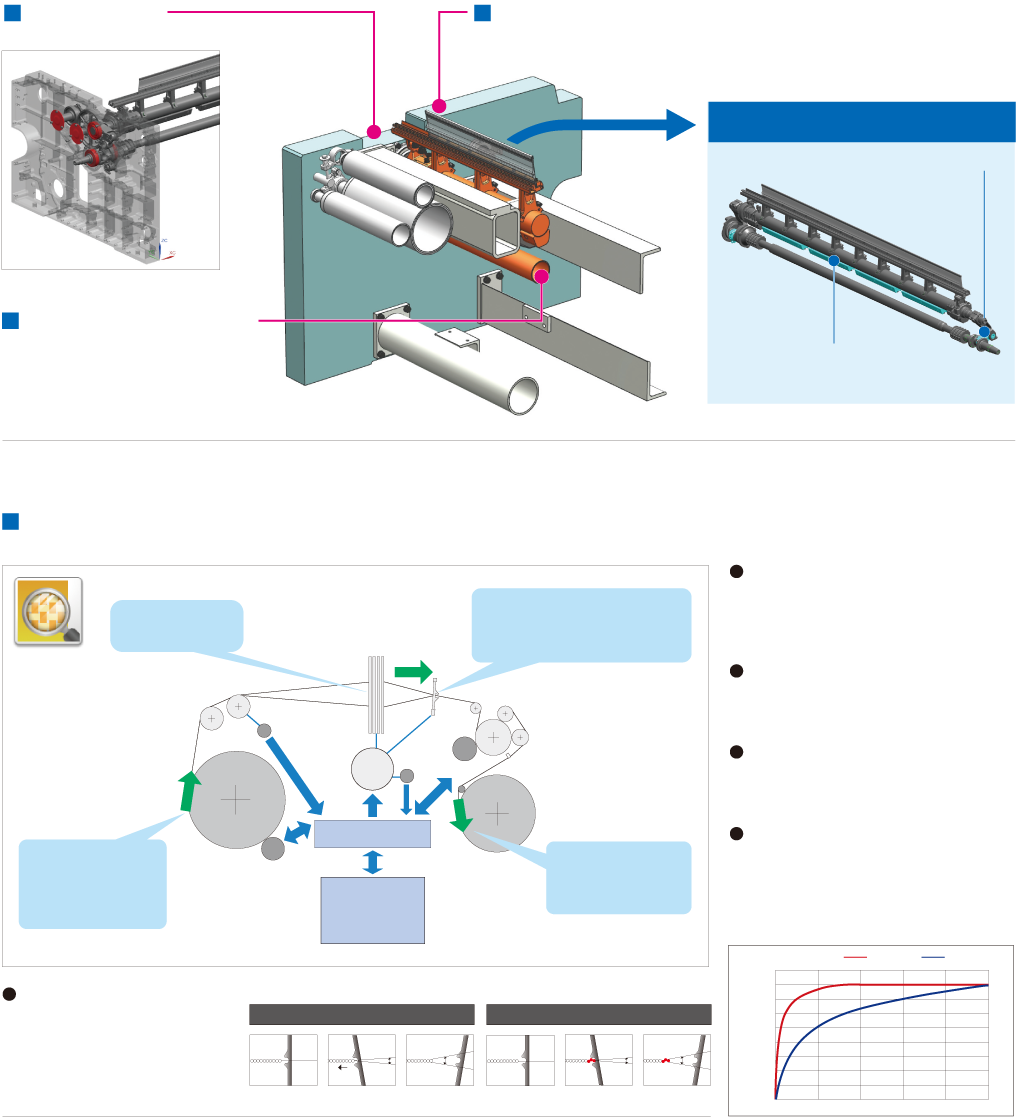
主马达起动方法的选择*机械停止角度·起动角度的选择*起动时布面摇动*
送经量调整*停台主要原因/时间设定逆转织口紧随装置*
彩色多功能操作盘
卷取量校正停台主要原因/时间设定织口紧随装置
主控制
驱动开口
测力传感器
卷取伺服马达
编码器
送经伺服马达
起动时布面摇动v
送经量的调整
机械停止角度·起动角度的选择
主马达起动方法的选择
织口紧随装置
机台停机时
缓慢反转时
机台停机时
缓慢反转时
运转数(rpm)
三角型起动
星型起动
起动特性
时间
通过对齿轮连接部的强化提高了可靠性
高刚性一体成型墙板是稳定运转的基础
通过提升刚性降低了振动
高功能主控CPU对送经、卷取等各装置实行同步控制,可以防止稀路、密路、波浪纹等各种停车档。
起动时只要按照送经和卷取的设定量(mm)进行反转、正转,就可有效地防止稀路(特别是边撑部分)产生。 ※可设定摇动量和转数
根据不同停机原因及停机时间可任意设定起动时的送经量,能可靠地防止停车的产生。
根据织物的种类和停车档的状态可任意设定织机的停止·起动角度。
主马达采用能在瞬间内起动的超起动马达,确保第一纬打纬具有充分的打纬力。 由于可选择三角型·星型两种不同的起动方法而获得不同的起动力矩,因此可防止稀密路的产生。
停机后立即送经,防止缓慢反转的钢筘接触织口,排除了发生停车档的诱因。再次起动时自动回复原先设定的张力,以正常的织口位置开始打纬。
作为JAT810的新功能,增加了运用WAS系统调整停车挡的功能。
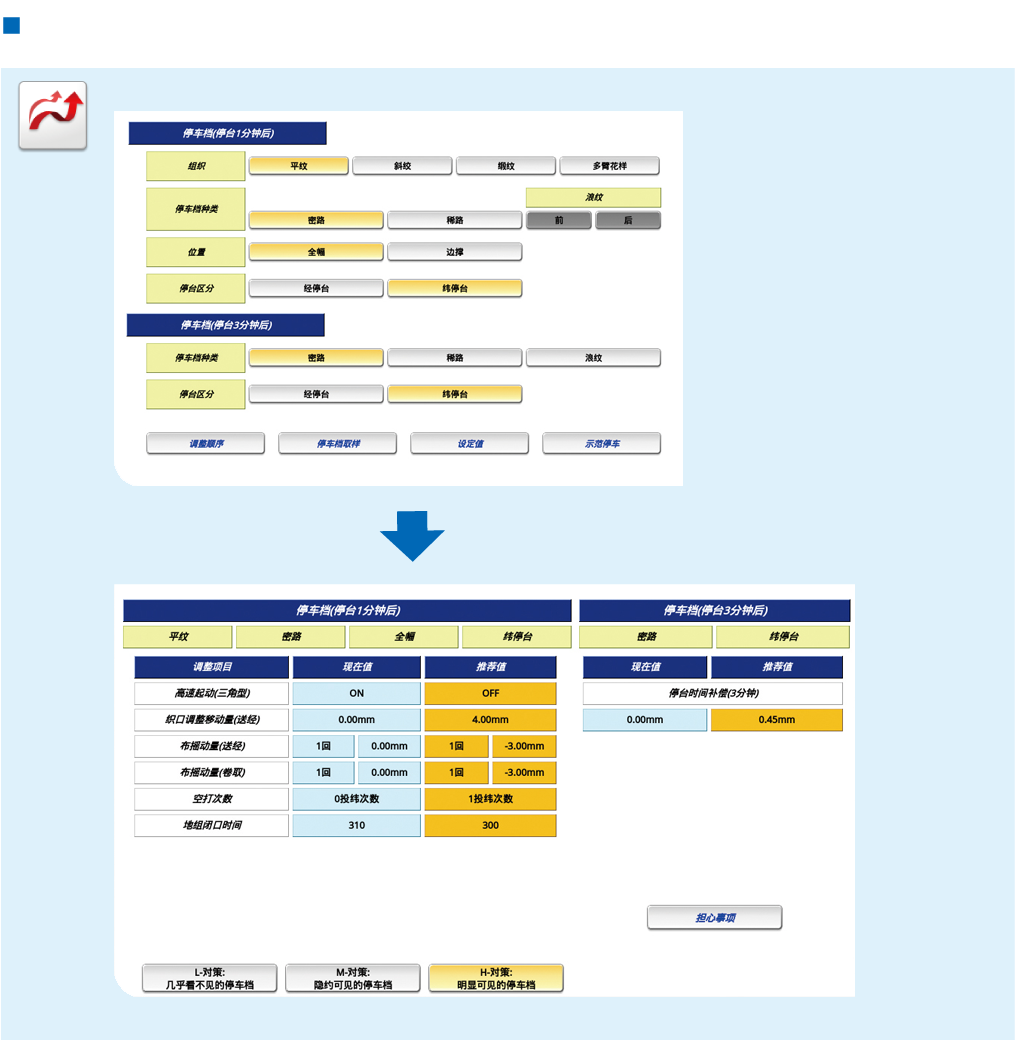
调试协助
停车挡发生状况分析
提示解决顺序